Hogyan nyomtassunk rugalmas filamenttel?
Vannak nyomtatók, amelyek talán már elsőre sikeresen nyomtatnak majd a rugalmas alapanyagokkal is, mindazonáltal fontos fejben tartani, hogy ne feszítsük túl a húrt. Jelen esetben ez a húr egy rugalmas filamentet takar, például a Filaflexet. Ebben a cikkben megpróbáljuk összefoglalni az esetleges buktatókat, amikre érdemes felkészülni, és amiket igyekezni kell elkerülni, hogy jó nyomtatási minőséget érhessünk el ezzel a speciális anyaggal elfogadható nyomtatási sebesség mellett.
Mi az a rugalmas filament?
A rugalmas filament általában egy poliuretán vagy co-poliészter (nem kizárólag) hőre lágyuló elasztikus polimer keveréke mindenféle adalékanyagokkal és színezőkkel, amik 3D nyomtatásra alkalmassá teszik azt.
A flexible filament is generally a Polyurethane or Co-Polyester (not exclusively) Thermoplastic Elastomer (TPE) with a complex mix of additives/colourants to aid the 3D printing process. Röviden és tömören ez egy puha, rugalmas, tapadós anyag, ami új horizontokat nyit meg a 3D nyomtatott design területén.

Az első nyomtatásod
Ismerjük az érzést: épp most érkezett meg az első rugalmas alapanyag tekercsed, betöltöd a nyomtatóba, és alig várod, hogy felmelegedjen a fej és benyomhasd a start gombot. Mindazonáltal még a legtapasztaltabbakkal is megesik, hogy egy ilye, újszerű anyagnál nem várt problémák merülnek fel: például nem a nyomtatófej hegyén jön ki az anyag… inkább az oldalán.
1. számú probléma – Nem megfelelően vezetett filament
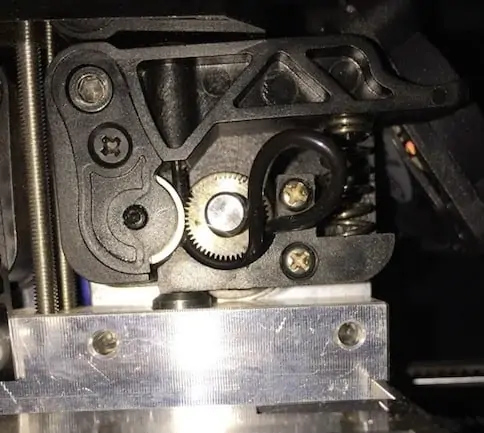
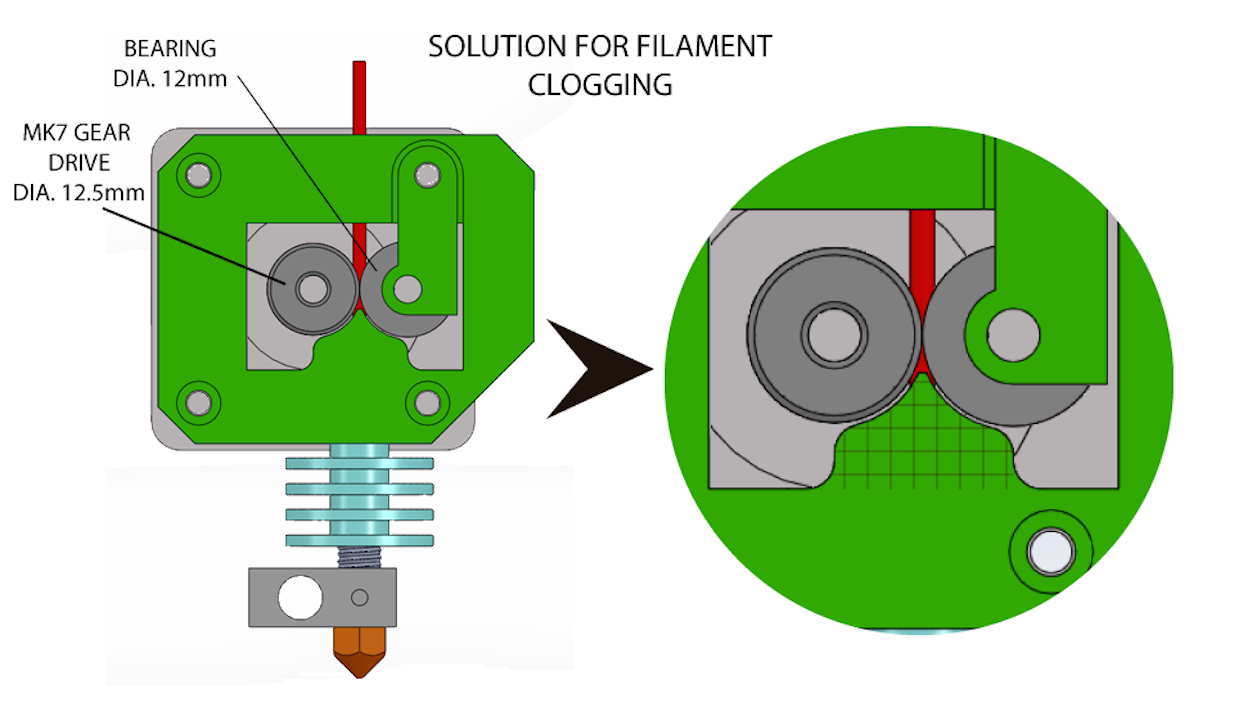
Amennyiben a szálat hajtó fogaskerekek és a nyomtatóhegy bejárata között van egy rés, akkor a filament elhajolhat, és, ha eltért, akkor már túl késő: az anyag találni fog magának egy új kijáratot a fejből oldalirányban. Ha voltunk olyan bátrak és sok időre magára hagytuk a nyomtatót, akkor akár egy kedves madárfészekszerű csomóba burkolhatja az anyag a gépünket, vélhetően elakasztva 1-2 tengelymotort is, aminek biztosan nem örülünk.

Megoldás:
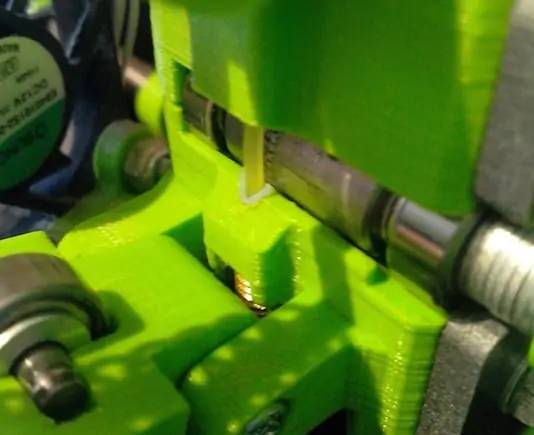
Le kell zárni a rést úgy, hogy közben az anyagot végig korlátozva, egyenesen a nyomtatófej hegyébe vezetjük. A fenti kép erre a megoldásra mutat egy példát.
A példán kívül még sokféle módja lehet megvalósítani ezt, hiszen a te nyomtatód extrúdere különbözhet, egyes nyomtatókon pedig talán nem is lehetséges a módosítás.
- Az extrúder kiegészítése:
- Példa kiegészítő támasztékokra :
- Nyomtatható, új extrúder modellek beépített filament vezetővel:
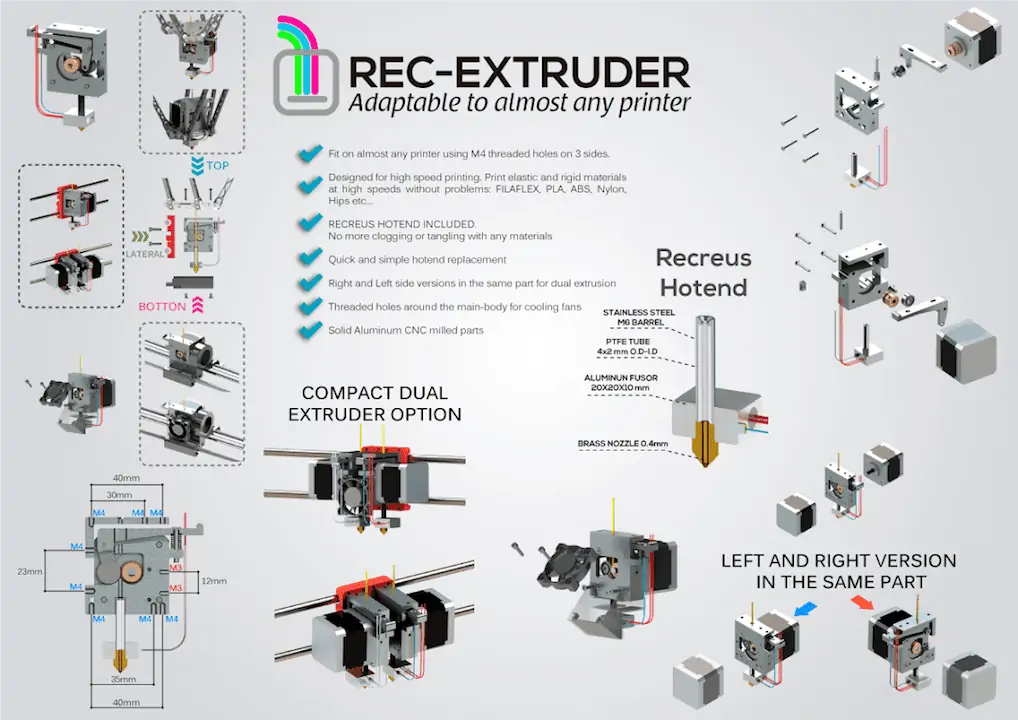
- Végül meg is vásárolhatunk egy kész, kompatibilis extrúdert, ami a rugalmas anyagokhoz lett kifejlesztve. Ilyen például a Recreus nyomtatófeje, ami 120mm/s (november, 2014.) nyomtatási sebességre is képes.
2. számú probléma – Súrlódás
A filament túlzott súrlódása az adagolást biztosító motor előtt vagy után a rugalmas alapanyagok egyik fő ellensége. A hajtószerkezet megerőltetéséhez, következésképpen filament adagolási problémákhoz vezethet.
Megoldás
Súrlódás a hajtószerkezet előtt
Ha lehetséges, érdemes az anyagot egyenesen az extrúderbe vezetni filamentvezető cső használata nélkül. If possible, feed the flexible filament directly into the Extruder, without a using a feed tube. Ideális esetben 30 cm-rel a nyomtató fölé helyezzük el a tekercset, de minél magasabban van, annál jobb. Na jó, azért a józan ész határain belül. Így tudjuk biztosítani az anyag akadálytalan útját, miközben a gravitáció is a mi malmunkra hajtja a vizet. Amennyiben a nyomtató szerkezete nem engedi meg a vezető cső elhagyását, meg kell bizonyosodni róla, hogy szilikon vagy épp pneumatikus cső helyett inkább PTFE (alacsony súrlódású) vezetőt használunk. El kell kerülni minden éles fordulatot vagy törést a filament útjában, hogy minél egyenesebben érkezzen meg a nyomtatófejbe.
Súrlódás a hajtószerkezet után
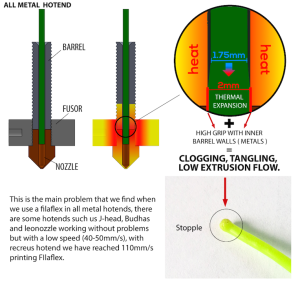
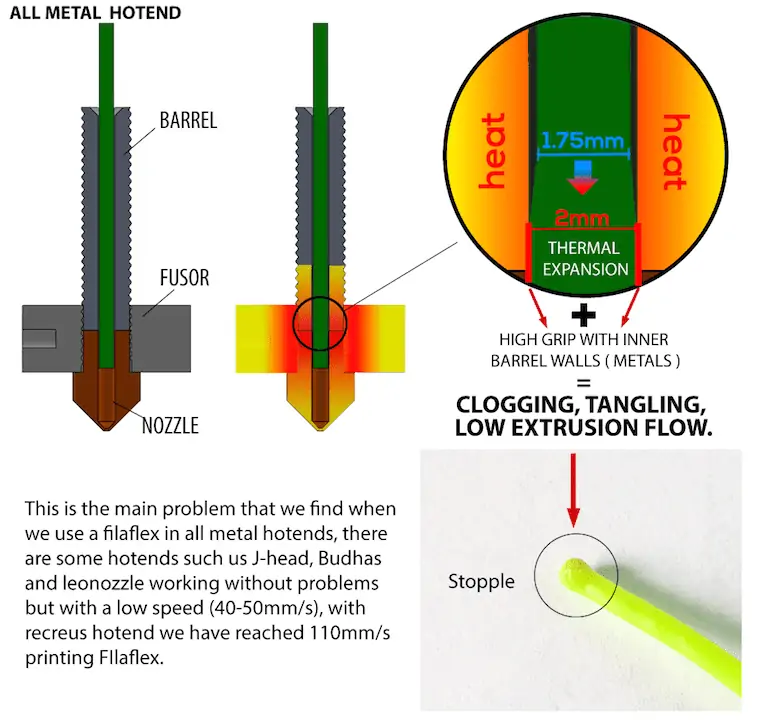
- Ennek az útnak a nyomtatófej hegyéig a lehető legrövidebbnek kell lennie. A rugalmas anyag „benyomása” a forró hegybe már alapvetően nyomásemelkedéssel és így az átmérő növekedésével jár. Ehhez jön még a hőtágulás a hegyen belül és a nyomás tovább növekszik, ami duguláshoz, adagolási problémákhoz vezethet. Ez a probléma gyakoribb a Bowden stílusú extrúdereknél, ahol a hajószerkezetet érdemes egyenesen a nyomtatófej fölé helyezni, hogy a gravitáció segítsen minket és az előbbiekhez hasonlóan PTFE csövet használni.
- Illesszünk egy PTFE csövet a nyomtatóhegy testébe:Hőtágulási probléma :
 Megoldás a hőtágulásra :
Megoldás a hőtágulásra :
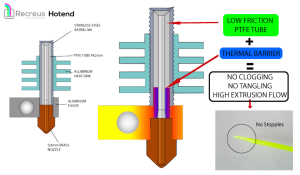
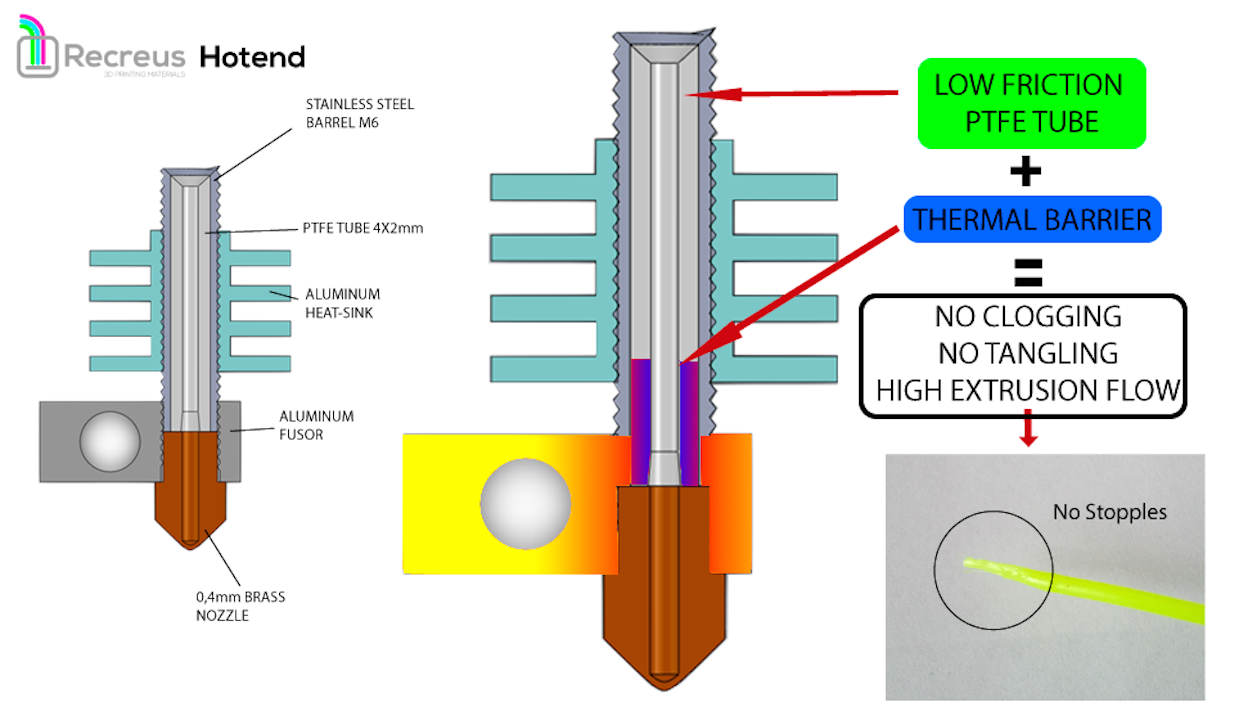
A PTFE vezető csökkenti a súrlódást és egyben hőszigeteli a filamentet mielőtt az a nyomtatóhegybe érkezne, így az átmérő nem nő meg idejekorán. Egy egyszerű kézi fúróval előkészíthetjük a hegyet.


A beillesztett PTFE cső felérhet egészen a hajtó motorig.
FONTOS : A maximum nyomtatási hőmérséklet egy ilyen átalakításon átesett fejjel 265°C fok!
3. számú probléma – Nyomás a hegyben
Az utolsó itt tárgyalt probléma az első kettő kiküszöböléséből ered. Amennyiben csökkentettük a súrlódást és megoldottuk a filament vezetését, akkor képesek vagyunk jóval gyorsabb tempóban adagolni a filamentet a hegybe. Mindazonáltal, ha a hegynek túl kicsi a lyuka, akkor a nyomás nőni fog és talán nem leszünk képesek optimális sebességgel nyomtatni.
Megoldás
1 mm-es fejjel gond nélkül lehet szépen, gyorsan nyomtatni és a nyomtatási minőség sem sínyli meg a nagyobb átmérőt, hiszen a Z rétegvastagságot továbbra is alacsonyra lehet állítani, mondjuk 0,3 mm-re. Az anyag jobban le lesz lapítva és némi részletet vesztünk, de a Z felbontás továbbra is megfelelő marad. A 0,4 mm-es fej egy jó kompromisszumnak bizonyulhat felbontás és gyorsaság között, de érdemes kísérletezni.
Végszó
Akár saját nyomtatót építesz, akár kereskedelmi forgalomban kapható nyomtatód van, érdemes mérlegelni egy Recreus extrúder és nyomtatóhegy kombináció vásárlását, ami a számos rögzítő furatnak köszönhetően könnyen adaptálható bármilyen printerhez.
Az eredeti cikket írta: MR. STEVE WOOD, Gyrobot